









Beschreibung
MT-SG-2 Ti vb
Schweißdraht für verzinkte Bleche
Drahtelektrode aus niedriglegiertem Stahl zum MAG-Schweißen un- und niedriglegierter Stähle.
Gut geeignet zum Überschweißen von Fertigungsanstrichen (Primern) und Zinkschutzschichten.
Alterungsbeständiges Schweißgut für Betriebstemperaturen von -10°C bis +450°C.
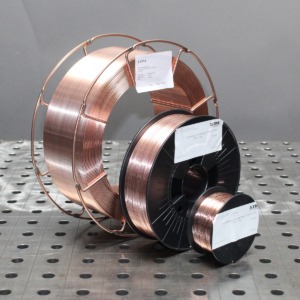
Spuleneigenschaften:
- Spulenbreite: D100: 45 mm; D200: 54 mm, K300: 100 mm
- Spulendurchmesser: Ø D100 (100 mm); D200 (200 mm) oder K300 (300 mm)
- Dorndurchmesser: D100: ca. 15 mm, D200 und K300: ca. 50 mm;
Normbezeichnung:
DIN 8559: ähnlich SG2 , Sonderlegierung
DIN EN 440: G3Si1 mod.
Werkstoffnummer: 1.5112
Wichtigste Anwendungsbereiche:
Die Drahtelektrode ist auf die Mischgase M 33 und M 21 abgestimmt.
Besonders geeignet zum Schweißen verzinkter, geprimerter
oder angerosteter Bauteile und von Automatenstählen.
Das Schweißgut ist unter Mischgas M 21 und M 33 alterungsbeständig.
Mechanische Gütewerte des Schweißgutes (Richtwerte):
Nicht wärmebehandelt bei +20°C (M 33) geprüft:
Streckgrenze ReH: 510 N/mm²
Zugfestigkeit Rm: 580 N/mm²
Bruchdehnung A5: 27%
Kerbschlagarbeit AV: 150 J
Nicht wärmebehandelt bei 0°C (M 33) geprüft:
Kerbschlagarbeit AV: 100 J
Wichtigste Grundwerkstoffe:
StE 34, St 37-2, St 44, St 52-3;
St 35 bis St 55.4;
StE 240.7, StE 290.7, bis StE 360.7 TM;
H I, H II, 17 Mn 4, 19 Mn 6;
St 50-2, St 60-2, ASt 35 bis ASt 52;
Ck 10 bis Ck 35;
StE 255 bis StE 500 V;
St 2, St 3, St 4,;
St 35.8, St 45.8;
X 42 bis X 52 (API 5 LX);
St 33;
C 10 bis C 35;
GS-38 bis GS-52
Richtanalyse des reinen Schweißgutes in %:
C: 0,07
Si: 0,7
Mn:1,3
Al: 0,1
Ti: 0,15
Zr: >0,1
Anwendbare Schutzgase:
CO2 oder Mischgase, z. B. M 21, M 33
Zulassung
DB, UDT





Bewertungen
Es gibt noch keine Bewertungen.